介紹一種壓力表校驗設備快速裝夾夾具的設計
介紹了一種壓力表校驗設備快速裝夾夾具的設計,該夾具具有操作方便、生產率高的優點。
通常汽車上壓力表的校驗方式為:給壓力表提 供不同壓力的壓縮空氣,調整壓力表傳動機構使工 件指示值與標準壓力表一致。由于校驗設備的夾具 通常采用螺紋旋緊、橡膠密封墊密封的方式來裝夾 工件,致使校驗時操作不便,生產率低。本文介紹一 種用于壓力表校驗設備的快速裝夾夾具的設計。
1.快速裝夾夾具的設計
1.1夾具的結構和工作原理
快速裝夾夾具采用氣缸快速推動彈簧夾頭夾緊 工件,用氣缸壓緊聚氨脂密封墊密封的方式實現裝 夾、密封,而從達到校驗工件的目的。其結構如圖1 所示。
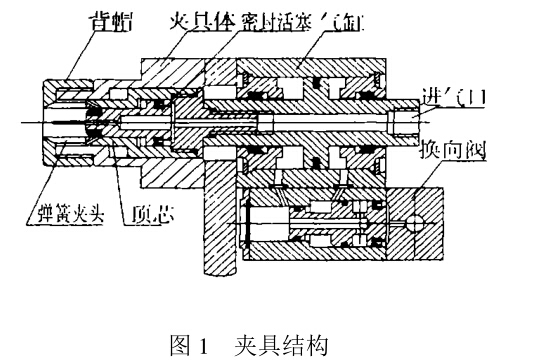
工作時,由二位四通手控換向閥控制給氣缸供 氣,當氣缸右端進氣時,氣缸活塞推動夾具頂芯向左運動,從而使彈簧夾頭收縮夾持工件。在裝夾工件 時,控制換向閥換向,氣缸左端進氣,活塞桿退回,彈 簧夾頭松開,裝上工件同時給工件施以一定推力,使 夾具密封活塞復位以及使密封活塞上密封圈產生微 量變形從而起到預密封的作用。當彈簧夾頭夾緊工 件后,從氣缸活塞中部的進氣口給產品提供一定壓 力的校驗用壓縮空氣,隨著壓力的升高,在密封活塞 上產生的作用力也隨著增大,密封活塞上產生的作 用力隨著校驗壓力的變化而變化,從而達到了很好 的密封效果。
1.2換向閥的結構和工作原理
校驗工件時為提高勞動生產率,采用同時對4 塊壓力表進行校驗。由于螺紋為可轉動件,在裝夾 時4塊壓力表應分步進行夾緊。考慮在裝夾工件 時,需要給密封墊施以一定的預壓力,施壓與裝夾工 件同步實現,如采用標準二位四通手控換向閥控制 將導致操作工操作不便,同時標準二位四通手控換 向閥接口設置在兩側面,用于該系統結構不合理。 在設計的快速裝夾夾具中氣缸的動作控制設計非標 準二位四通手控換向閥來實現,達到了結構合理、操 作方便的功效。其結構如圖2所示。
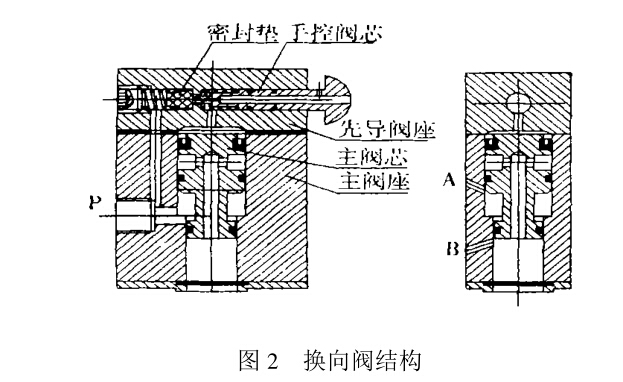
非標準二位四通手控換向閥的工作原理為:當 P 口進氣時,P 口與A 口相通,氣缸右端進氣,夾具 夾緊工件。需要拆卸工件時,按動手控閥芯,手控閥芯頭部壓緊密封墊并 推動密封墊打開先導閥口,主閥芯上端進氣,主閥芯 換向,P 口與B 口接通,A 口與排氣口接通,氣缸前 端進氣,后端排氣,氣缸活塞帶動夾具頂芯向右運 動,彈簧夾頭松開工件。松開手控閥芯,密封墊復 位,主閥芯上端通過手控閥芯排氣口排除氣體,主閥芯大端作用力大于小端作用力,主閥芯復位,從而實 現了工件的松開和夾緊。
2.結論
該快速裝夾夾具解決了由于在較高校驗壓力時 需較大密封力而采用通常的螺紋旋緊方式進行密封 會導致裝夾不便、操作工勞動強度大、生產效率低的 問題,在實際應用中提高了勞動生產率、降低了工人 的勞動強度。