彈簧管壓力表的檢定及維修技巧
針對(duì)彈簧管壓力計(jì)實(shí)驗(yàn)教學(xué)的體會(huì),本文詳細(xì)對(duì)彈簧管壓力表的計(jì)量檢定、維修技巧等理論和操作知識(shí)作了介紹。
1.彈簧管壓力表檢定
1.1修前檢查
拆下的壓力表,先經(jīng)過外觀檢查、加壓檢查,確定 故障所在部位,然后再確定修理方法。
⑴外觀檢查
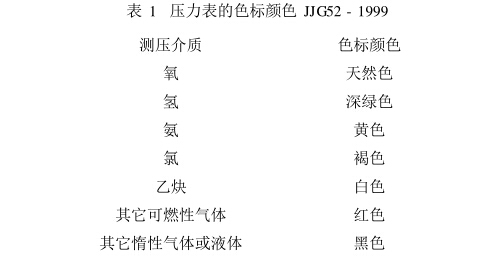
①外形:檢查壓力表外殼、玻璃是否在損壞、刻度 盤是否清楚、指針是否在零位,壓力表是否有鉛封;新 制造的壓力表涂層應(yīng)均勻光潔、無明顯剝脫現(xiàn)象;壓 力表應(yīng)有安全孔,安全孔上須有防塵裝置(不準(zhǔn)被測(cè) 介質(zhì)逸出表外的壓力表除外);觀察表殼顏色,確定此 表是否禁油(壓力表按其所測(cè)介質(zhì)不同,在壓力表上 應(yīng)有規(guī)定的色標(biāo),并注明特殊介質(zhì)的名稱;氧氣表還 必須標(biāo)以紅色‘禁油”字樣),以確定檢定方法;輕輕搖 動(dòng)壓力表,看表內(nèi)是否有零件、金屬碰擊聲。
②標(biāo)志:分度盤上應(yīng)有如下標(biāo)志:制造單位或商 標(biāo);產(chǎn)品名稱;計(jì)量單位和數(shù)字;計(jì)量器具制造許可證 標(biāo)志和編號(hào);真空應(yīng)有“-”號(hào)或負(fù)”字;準(zhǔn)確度等級(jí); 出廠編號(hào)。
③賣數(shù)部分:表玻璃應(yīng)無色透明,不應(yīng)有防礙讀 數(shù)的缺陷和損傷;分度盤應(yīng)平整光潔,各標(biāo)志應(yīng)清晰 可辨;指針指示端應(yīng)能覆蓋最短分度線長(zhǎng)度的1 /3? 2/3;指針指示端的寬度應(yīng)不大于分度線的寬度。
④測(cè)量上限量值數(shù)字;測(cè)量上限量值數(shù)字應(yīng)符合 如下系列中之一:
1 X10n; 1.6 X10n,2.5 X10n,4 X10n,6 X10n。
⑤分度值:分度值應(yīng)符合如下系列中之一:
X10n,2 X10n,5 X10n。
⑥隹確度等級(jí):1,1.6 (1.5),2. 5,4。
⑦零位:帶有止銷的壓力表,在無壓力或真空時(shí), 指針應(yīng)緊靠止銷,縮格應(yīng)不得超過允許誤差絕對(duì)值; 沒有止銷的壓力表,在無壓力或真空時(shí),指針應(yīng)位于 零位標(biāo)志內(nèi),零位標(biāo)志應(yīng)不超過允許誤差絕對(duì)值的2 倍。
(2)加壓檢查:采用示值比較法,利用檢驗(yàn)泵檢驗(yàn) 被檢壓力表零點(diǎn)、滿刻度指示情況、耐壓情況以及最 大誤差值,根據(jù)所表現(xiàn)的現(xiàn)象,采取相應(yīng)措施。
1.2示值檢定壓力表校驗(yàn))
⑴檢定條件
①檢定設(shè)備。標(biāo)準(zhǔn)器采用彈簧管式精密壓力表、 精密真空表,其它同等級(jí)精確度的標(biāo)準(zhǔn)器。校驗(yàn)時(shí), 標(biāo)準(zhǔn)器的綜合誤差應(yīng)不大于被檢壓力表基本誤差絕 對(duì)值的1/3。
②其它設(shè)備。主要有壓力校驗(yàn)器;氣體壓力源、 真空源;工作電壓為500V的兆歐表;檢定氧氣表用的 隔離器。
③校驗(yàn)時(shí)環(huán)境溫度為(20 ±5) ~C。
檢定用工作介質(zhì)。
測(cè)量上限不超過0. 25MPa的壓力表,工作介質(zhì) 為清潔的空氣,或五毒、無害和化學(xué)性能穩(wěn)定的氣體;
測(cè)量上限(0. 25?250)MPa的壓力表,工作介 質(zhì)為無腐蝕性的液體;
測(cè)量上限(400?1000)MPa的壓力表,為藥用 甘油和乙二醇混合液或根據(jù)標(biāo)準(zhǔn)器所要求使用的工作介質(zhì)。
注:標(biāo)準(zhǔn)器與壓力表使用液體為工作介質(zhì)時(shí),它 們的受壓點(diǎn)應(yīng)基本上在同一水平面上,否則應(yīng)考慮由 液柱高度差所產(chǎn)生的壓力誤差。
(2)檢定方法與步驟
①外觀檢查。有無破損,表盤刻度和數(shù)字符號(hào)是 否清晰,指針是否變形等。
②安裝。將被檢表和標(biāo)準(zhǔn)表安裝在壓力表校驗(yàn)
器上,接頭內(nèi)應(yīng)旋轉(zhuǎn)密封墊,以防止泄露。
③零點(diǎn)檢查。壓力表處于工作位置,在未加壓力 或疏空時(shí);在升壓或降壓后,其示值在零點(diǎn)的誤差應(yīng) 符合下列要求:
a有零點(diǎn)限制釘?shù)?其指針應(yīng)緊靠在限制釘上。
‘縮格’不得超過允許基本誤差的絕對(duì)值。
b無限制釘?shù)?其指針須在零點(diǎn)分度線寬度范圍內(nèi)。
④指示值檢定。零點(diǎn)合格后,進(jìn)行示值檢定,并 按表作好校驗(yàn)記錄。檢定點(diǎn)按標(biāo)有數(shù)字的刻度線進(jìn) 行(包括零點(diǎn))。檢定時(shí)逐漸平穩(wěn)的升壓域降壓),當(dāng) 指示值達(dá)到測(cè)量上限后,切斷壓力源(或真空源),耐 壓3min,然后按原檢定點(diǎn)平穩(wěn)的降壓域升壓)倒續(xù)回 檢。檢定時(shí),在每一檢定點(diǎn),標(biāo)準(zhǔn)表應(yīng)對(duì)準(zhǔn)整刻度’讀 被檢表。被檢表示值應(yīng)讀兩次,輕敲前后各讀一次, 其差值記為輕敲位移。在同一檢定點(diǎn),上升和下降時(shí) 輕敲表殼后的讀數(shù)之差記為回程誤差(變差)。被檢 表的基本誤差、回程誤差和輕敲位移(輕敲位移應(yīng)小 于允許誤差絕對(duì)值的一半)應(yīng)符合規(guī)定。
⑤檢定壓力真空表。其壓力部分按標(biāo)有數(shù)字的 分度線進(jìn)行。對(duì)于真空部分,測(cè)量上限為0.6MPa時(shí), 檢定3點(diǎn);測(cè)量上限為0. 15MPa時(shí),檢定2點(diǎn)。
⑥封裝。壓力表檢驗(yàn)合格后,應(yīng)予封印,標(biāo)明校 驗(yàn)日期。對(duì)于不符合原等級(jí)的壓力表可以降級(jí)使用, 但必須更改精確度等級(jí)標(biāo)志。
(3)彈簧管壓力表的誤差調(diào)整
①固定誤差的調(diào)整。這種誤差的特征是在整個(gè) 量程范圍內(nèi),被檢表讀數(shù)與標(biāo)準(zhǔn)表讀數(shù)總是相差某一 固定值。它是由于指針安裝不正確引起的,特別是帶 有零點(diǎn)限制釘?shù)膲毫Ρ怼U{(diào)整方法是:重新定針。
②錢性誤差的調(diào)整。其特征是,在整個(gè)測(cè)量范圍 內(nèi),被檢表示值與標(biāo)準(zhǔn)表之差成比例的增加或減小。 引起誤差的原因是儀表的傳動(dòng)比發(fā)生了變化。
調(diào)整方法是:誤差成比例增大時(shí),將扇形齒輪與 連桿間的螺釘往外移,以減小傳動(dòng)比;誤差成比例減 小時(shí),將此螺釘往里移,以增大傳動(dòng)比。對(duì)此項(xiàng)誤差 需反復(fù)調(diào)整,直到誤差值在允許范圍內(nèi)。
非線性誤差的調(diào)整。非線性誤差是儀表的誤 差隨壓力的升高或減小由正值逐步變?yōu)樨?fù)值或相反。 非線性誤差的產(chǎn)生是由于全行程中指針的轉(zhuǎn)角大于 或小于表盤的標(biāo)度角。
調(diào)整方法是:調(diào)整機(jī)芯的位置,即改變扇形齒輪 與連標(biāo)間夾角的大小。誤差先正后負(fù)時(shí),松開固定機(jī) 芯的螺釘,順時(shí)針旋轉(zhuǎn)機(jī)芯,或?qū)椈晒茏杂啥伺c連 桿連接螺釘向外移,以擴(kuò)大連桿與扇形齒輪間的夾 角;誤差先負(fù)后正時(shí),逆時(shí)針旋轉(zhuǎn)機(jī)芯,或?qū)⒆杂啥寺?/span> 釘向里移,縮小連桿與扇形齒輪的夾角。經(jīng)上述調(diào)整 后并不能消除儀表的誤差,而是使非線性誤差變成線 性誤差,此時(shí)再按線性誤差調(diào)整方法進(jìn)行調(diào)整,直至 誤差在允許誤差的范圍內(nèi)。
機(jī)芯安裝不正,指針不在彈簧管圓弧中心,也會(huì) 造成儀表指示值的非線性誤差。此時(shí)應(yīng)松開機(jī)芯的 固定螺釘,適當(dāng)移動(dòng)機(jī)芯位置或微動(dòng)角度加以消除。
④僅某一點(diǎn)超差的調(diào)整。在哪一點(diǎn)上超差,就停 在哪一點(diǎn)上,檢查該點(diǎn)位置各零件間的配合情況,如 傳動(dòng)部分是否受阻,連桿是否靈活,齒輪嚙合有無損 傷、異物等。
(3)輕敲位移:由檢定記錄中選擇最大者。
1.4檢定結(jié)果的處理
a檢定合格的壓力表,發(fā)給‘檢定證書”證書上 給出合格的準(zhǔn)確度等級(jí)。用于強(qiáng)制檢定的壓力表并 附有封印標(biāo)記。
b檢定不合格的壓力表,發(fā)給‘檢定不合格通知 書”并注明不合格項(xiàng)目和內(nèi)容。
檢定周期:壓力表的檢定周期一般不超過半年。
2.維修技巧
2.1壓力表拆卸步驟
①將壓力表外殼表面擦試干凈,去掉鉛封;
②拆除表冡;
用起針器拆除表針;
④斷開彈簧管與連桿接合部分,旋去下夾板與表 基板的兩個(gè)接合螺絲,取出傳動(dòng)部分;
⑤拔掉游絲銷子,拆開上下夾板、中心齒輪、扇形 齒輪 ;
⑥旋去表基板與外殼的三個(gè)接合螺絲。
⑦拆下的全部機(jī)件放在一張干凈的紙上。
2. 2清洗方法
①用一鋼絲疏通彈簧管接頭孔內(nèi)積物,并把彈簧 管浸入汽油(或四氯化碳),(15?30) min后取出,裝 在壓力檢驗(yàn)泵上進(jìn)行抽吸、加壓(注意量程),把彈簧 管內(nèi)腔臟物吸出;
②將上下夾板、中心齒輪、扇形齒輪、連桿浸入汽 油(15?20)min,用毛刷清洗機(jī)件、齒輪表面,然后用 柳木棒進(jìn)一步清剔齒間、軸孔內(nèi)臟物,再用布將其擦 凈(游絲不得擦動(dòng));
③清洗刻度盤時(shí),琺瑯面刻度盤可滴汽油少許, 用布擦干即可;漆面刻度盤用水擦后再用干布擦干即 可;
④表蒙上的玻璃如有油漆可用刀子將其刮除,然 后用熱肥皂水浸泡,再用清水沖洗擦干即可。
2.3壓力表零件的檢定和修理
(1)彈簧管:首先檢查彈簧管表面有無凸凹、變形 和裂痕。將彈簧管裝于壓力校驗(yàn)泵上進(jìn)行耐壓試驗(yàn)
(比額定壓力大5?10%),看是否有漏的地方。如果 漏點(diǎn)發(fā)生在堵頭或彈簧管與表基板處,可進(jìn)行補(bǔ)焊工 作。如果加壓后彈簧管不位移,則可能是表基板、彈 簧管內(nèi)腔堵塞,此時(shí)應(yīng)進(jìn)行疏通,輕者可用校驗(yàn)泵抽 吸用鋼絲捅儀表接頭,如還不能正常,可將彈簧管放 在沸騰的水中,利用熱水輕化其內(nèi)介質(zhì),使彈簧管內(nèi) 壓力膨脹,從而自行暢通;重者可將彈簧管堵頭焊開 來疏通。
(2)傳動(dòng)齒輪、軸、軸孔
①中心齒輪、扇形齒輪不應(yīng)出現(xiàn)缺齒、臥牙、齒間 距不等現(xiàn)象。如果出現(xiàn)此現(xiàn)象,輕者可用組銼修復(fù); 重者可利用黃銅板補(bǔ)焊,然后根據(jù)齒的形狀,用組銼 銼制成形(如扇形齒輪)。將修好的扇形齒輪與中心 齒輪組裝嚙合,如旋轉(zhuǎn)靈活即已修好;反之應(yīng)繼續(xù)修 理。
②中心齒輪軸彎曲時(shí),可將彎軸放在一塊光滑的 金屬平板上(齒輪要位于平板外,不得接觸),邊來回 轉(zhuǎn)動(dòng)軸,邊用小錘敲擊,直到找直為止。輪軸與孔徑 間傾斜角度應(yīng)小于10 °,否則應(yīng)進(jìn)行縮孔。
(3)游絲:游絲形狀應(yīng)平整并呈螺旋線形,不應(yīng)出 現(xiàn)圈距不等、平面起伏、不滑等現(xiàn)象。否則應(yīng)進(jìn)行修 復(fù)或更換。
(4)刻度盤:應(yīng)平直,刻度應(yīng)清楚。
(5)指針:銅軸頸應(yīng)接合緊密,指針中心孔兩側(cè)的 重量應(yīng)平衡。
(6)上、下夾板:應(yīng)平直。
(7)潤(rùn)滑:在中心齒輪軸兩端、扇形齒輪軸兩端、 連桿兩端頭處各滴一滴表油。