指針式壓力表全自動檢定系統的研制
本文介紹了一種指針式壓力表全自動檢定系統。該系統包括標準壓力自動產生系統及儀表示值自動判讀系統兩部分。 該系統檢定速度快、檢定效率高?可用以檢定o?16MPa、0.4級以下的壓力表。本系統的研制對于改善目前國內壓力表檢定 工作的落后狀況,實現壓力表檢定的自動化具有重要意義。
1.引言
指針式壓力表是目前生產過程中應用最普遍的壓力測量儀表之一,不僅品種多,而且數量大。而指針式壓力表檢定周期很短,一般為半年至一年,因而檢定工作量很大。目前,這類儀表的檢定工作主要靠手工操作,不僅檢定效率低、勞動強度大,而且精度受人為因素影響大。因此,實現壓力表的自動檢定具有重要意 義。
2.自動檢定系統工作原理
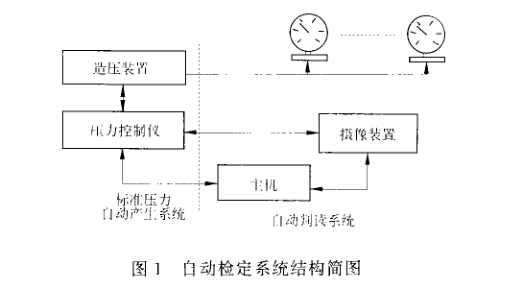
自動檢定系統由標準壓力自動產生系統及自動判 讀系統兩部分組成,如圖1所示。被檢壓力表通過特殊 接頭固定在檢驗臺上(最多可達六塊)。由標準壓力自 動產生系統產生指定檢定點的標準壓力,其壓力控制指令由主機根據鍵盤輸入參數傳遞。當系統中壓力穩 定后,通知攝像裝置依次攝取檢驗臺上的表盤圖像,并 傳送給主機。主機中配有VIGP 2M圖像處理卡及圖像處理軟件,可實時處理表盤圖像,并依次計算各儀表指針示值及其在該檢定點的誤差。依次進行正反行程的檢定,最后打印檢定結果。
3.標準壓力自動產生系統
標準壓力自動產生系統為閉環油壓系統,系統配 置如圖2所示。采用步進電機帶動活塞壓力泵作為執 行機構,利用0.05級精密數字壓力表作為標準表測量 系統壓力,并利用單片機壓力控制儀對造壓過程進行 閉環負反饋控制。
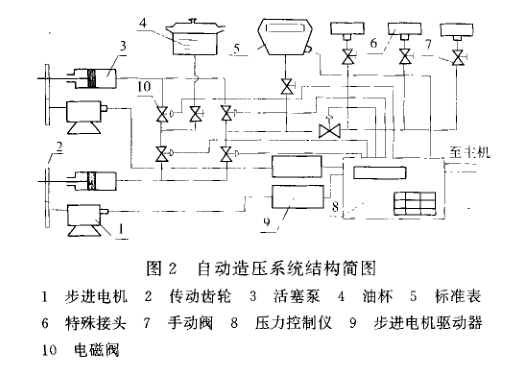
系統采用兩臺步進電機帶動兩臺活塞壓力泵造 壓,目的是提高造壓速度,以適應多臺表同時檢定或某 些要求用油量較大的場合。其中一臺活塞壓力栗處于 造壓階段時(即向油路注油).另一臺處于造壓準備階 段(即從油杯中吸油)。處于造壓階段的步進電機由單 片機經D/A轉換器及V/F轉換電路進行控制,處于 造壓準備階段的步進電機則由邏輯電路(阻容充/放電 電路與V/F轉換電路)控制。油路的切換采用電磁閥 控制,其優點是密閉性好,從而保證系統有較高的造壓 速度和靜態壓力穩定性。系統在被檢表與標準表油路 間加裝電磁閥,目的是在造壓換栗前切斷被檢表油路 與造壓油路間的聯系。待換泵完成,且造壓油路重新恢 復換泵前壓力時,再將電磁閥打開,這樣可消除換栗過 程中可能產生的系統壓力波動。
由于傳統的PID調節法具有造壓速度與超調之 間的矛盾,為保證壓力產生的快速性.又避免明顯的過 沖,系統采用智能控制算法。在造壓過程的前段,控制 步進電機以較高速度運轉。當壓力接近穩態值時,步進 電機速度減慢。而當壓力進入穩態值的某一鄰域時.步 進電機改用步進(轉角)控制。這樣可保證系統靜態壓 力精度及壓力產生的快速性,又不會引起過沖。
步進電機的輸出轉矩在高頻下隨著驅動脈沖頻率 的上升而下降,因而使步進電機不失步的最佳升速頻 率為:
f(t) = f0+ACl-e-B') (1)
式中,八=^一£。,{?、{。分別為步進電機的最高連續頻 率及突跳頻率,B為待定常數。可見理想驅動頻率應按 指數規律變化。
4.自動判讀系統
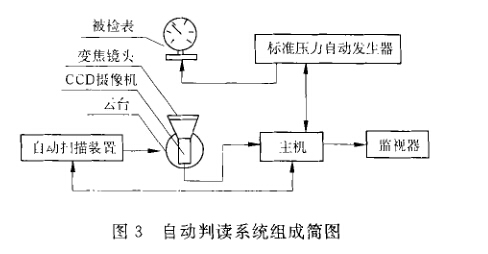
指針式壓力表自動判讀系統如圖3所示。CCD攝 像機由自動掃描裝置控制經云臺帶動,完成對被檢表 的瞄準及攝像。監視器用以實時顯示被檢表及圖像處 理過程.而表盤圖像的數據處理由主機完成。
表盤圖像處理主要包括圖像預處理、表盤圓心的 確定、刻線及指針的判讀。預處理包括圖像灰度分割、 圖像腐蝕與膨脹,以獲得黑白分明的二值圖像并去除 噪聲。為提高搜尋速度實現實時處理,表盤圓心只在一 定范圍內尋找。以確定圓心橫坐標為例,分別從左及從 右讀取某一行像素點的灰度值,兩次掃描所遇第一個 灰度小于域值的像素點(即黑點)列數的均值,即為該 行上圓心橫坐標。依次掃描圖像中部100行,取100個 平均值中概率最大的值作為圓心橫坐標。縱坐標的求 取原理相同。
粗刻線的判讀采用霍夫變換法。霍夫變換法是利 用圖像處理識別直線段的有效方法之一。它將圖像空 間中的一點變換為參數空間中的一條直線。圖像空間 中同一直線上的點,經霍夫變換所形成的直線相交于 參數空間中的一點,該點坐標代表圖像空間中直線的 斜率及截距。利用累加數組累計參數空間中通過該點 的直線條數,即代表圖像空間中直線上的點數。采用這 種方法計算表盤圖像中某一線段上灰度小于域值的像 素點個數,即可判斷該線段是否處于粗刻線上。為提高 判讀效率,只在表盤圖像的一定范圍內搜尋粗刻線。指 針的判讀方法原理相同,只是搜尋的范圍略有不同。
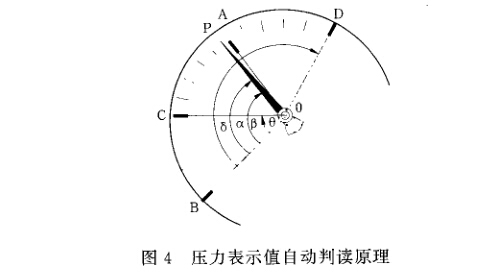
示值計算方法如圖4所示。以刻度盤圓心(指針轉 鈾)為極點,儀表下限刻度OB為極軸,按順時針方向 建立極坐標系。利用表盤粗刻線及指針對應極角的大 小,確定指針所指示的壓力值。假定指定檢定點及相鄰的前后檢定點分別為A、C、D,指針中心線矢徑為OP, 它們的極角為a、0、S、(3,對應壓力值分別為a、c、d、p,則 儀表指針的示值由下式計算。
5.誤差分析及結論
標準壓力自動產生系統的誤差主要由被檢表與標 準表的量程上限誤差引起。為降低成本,選取量程上限 分別為0. 16,0. 6,2. 5,10及25MPa的五種標準表,檢 定量程上限從0. 06MPa至16MPa的十三種不同量程 的壓力表。標準表的精度為±0.05%,則由童程上限誤 差引起的最大誤差為土0.13% (計算從略)。在造壓過 程中,步進電機轉動一步,帶動絲杠移動一段距離,對 應活塞一定的推油體積,從而產生相應的壓力變化,這 是造壓系統所能控制產生的最小壓力變化。根據理論 計算,其最大誤差為±0. 02% (推導從略),可視為微小 誤差。根據((JJG49—87彈簧管式精密壓力表及真空表 檢定規程》的規定,檢定時標準器的綜合誤差應不大于 被檢表基本誤差絕對值的三分之一。可見,這套自動造 壓系統可用于檢定0. 4級以下的壓力表。
自動判讀系統的誤差主要來源于表盤刻線與指針 的判讀誤差。對于分辨率為512X512的圖像處理系 統,最大判讀誤差為±1個像素。計算所得的最小表盤 半徑為250(像素個數),表盤刻線與指針的掃描半徑 分別為210及190,則最大示值判讀誤差為±0.3% (推導從略)。可見,自動判讀系統的判讀精度優于人眼 判讀精度。
經理論計算及實驗測試,這套系統的綜合誤差小 于±0. 13% ,可用以檢定0. 4級精密壓力表以及1級 以下工業用壓力表。這套檢定系統的自動化程度高,主 要體現在自動造壓及自動判讀兩方面。操作人員只需 輸入量程、精度等必要參數,整個檢定工作即可自動進 行。大大提高了檢定效率,減輕了勞動強度,具有很高 的推廣應用價值。同時,自動判讀方法對所有指針式儀 表的示值自動判讀都具有一定的參考價值。標準壓力 自動產生系統也適用于其他需要產生高精度標準壓力 的場合。
下一篇:工業壓力表的管理問題